一、简介
研钉扣机是专用的自动缝纫机型,完成有规则形状钮扣的缝钉和有“钉、滴”缝纫工艺的作业,如钉商标、标签、帽盖等。
二、工艺要求
分成两个部分,一个是钉扣的部分,可以分别设置每个钉扣之间的距离,并能切换每种配方;还有一个部分是送扣子部分,钉扣一个送一个,如果扣子没送到,那么动作需要暂停,需要手动补扣,然后继续工作。
三、方案
该控制系统主要采用维控人机界面LEVI-700E,PLC主机使用LX3V-3624MT+LX3V-2416MT。
简要方案如下:设置每个钉扣的间距,总的钉扣个数,可单步运行进行调试;送扣子部分,开机按复位按钮,准备第一个扣子,如果没有,持续动作两次,以防扣子卡住,等待第一个钉扣信号,则由步进设置角度开始送料。
四、程序简要介绍
HMI程序:
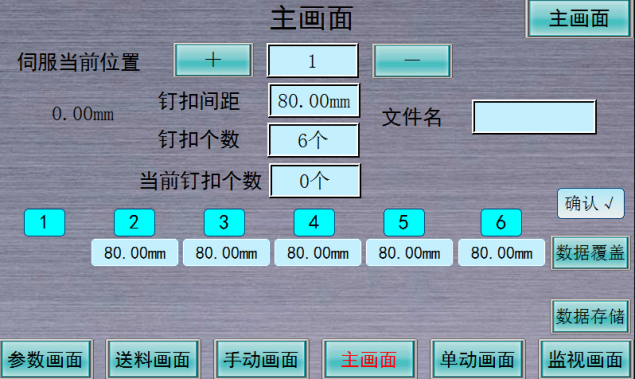
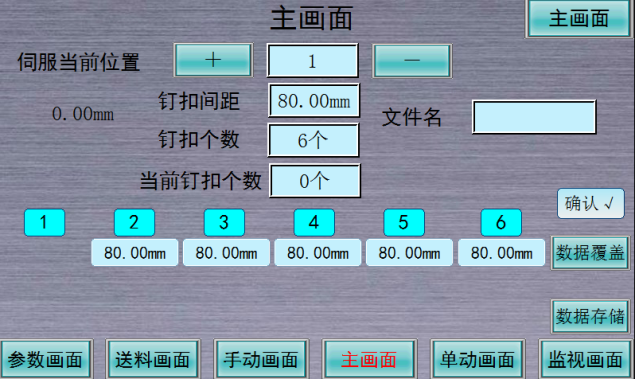
主画面:该画面主要为设定每个钉扣的间距、钉扣的总数、配方的切换,实时显示当前钉扣的位置。
送扣子画面:该画面主要设定步进的旋转角度、当前的角度、及手动部分。
参数画面:该画面主要设置各个气缸动作的延时、复位时间等参数。
PLC部分程序:
钉扣位置计算部分
送扣子部分
五、工程总结
1、每个钉扣的间距计算、能保存配方号;
2、送料部分和钉扣部分的配方,送料出现故障,钉扣要暂停,等待。