Background
Any disaster or accident has a process of occurrence and development. On-line monitoring, monitoring and early warning systems for high-risk enterprises can detect these "signs" before an accident occurs, and trigger the necessary emergency rescue command and dispatch during a state of emergency. In order to suppress the occurrence of an accident or reduce the scope of damage spread. In the 21st century, with the further development of information and the intelligent development of equipment management, the main needs are as follows:
1. View the data and status of the equipment anytime and anywhere, and can set important parameters remotely.
2. Be able to receive alarm information in time, check equipment history data;
3. Be able to manage equipment remotely, record and query equipment files and maintenance information;
4. To provide terminal customers with APP and PC terminal Scada to achieve remote equipment monitoring;
5. Set permissions, each enterprise can only look up their own data;
6. Box position function;
Scheme
1. Refrigerating machine room: 3 PCS high pressure liquid storage tanks
1.1 The existing liquid level meter is replaced by the explosion-proof magnetic flip plate liquid level meter. The liquid level can be displayed in real time along with the high and low limit alarm.
1.2 with one pressure transmitter and temperature transmitter, plc collects the pressure and temperature signal, to realize continuous information collection, realize liquid level real-time display, high and low limit alarm function
2.the refrigeration room low-pressure circulation barrel 6. Install 3 units and reserve 3 signal points.
2.1 The existing liquid level meter is replaced by the explosion-proof magnetic flip plate vacuum liquid level meter. The information is collected continuously from the 4-20ma signal to the PLC, the liquid level is displayed in real time, and the alarm function of low and low limit is realized.
2.2 ammonia pump control has 2 (local / remote) operation modes, each circulating bucket cabinet has a remote control switch, in remote state, the superior computer can control ammonia pump’s start and stop, The superior computer sets manual / automatic mode; In the automatic state, the ammonia pump can be opened and shut down according to the liquid level height (the user can set it in the system parameters according to the actual situation), and in the manual state, the ammonia pump can be turned on and off on the upper computer. The running state of ammonia pump is displayed on the superior computer in real time.
2.3 ammonia pump control box (6 channels control), display the current values. Collect solenoid valve operation signal, and control.
2.4 The control principle of box 2-3 are the same as that of box 1
3. buckets:2 PCS
The existing liquid level meter is replaced by the explosion-proof magnetic flip plate vacuum liquid level meter. The range is (0-1400mm) 4-20MA, the liquid level is displayed in real time, and display the low and high limit alarm.
4. two pieces inter cooler units with solenoid valve control.
The existing liquid level meter is replaced by the explosion-proof magnetic flip plate vacuum level meter. The information((0-1700mm) 4-20MA) is transmitted continuously to PLC, the liquid level is displayed in real time,and display the alarm of low and high limit.
5. five pieces evaporative condenser: each evaporative condenser equipped with 3 fans and 1 water pump
5.1 1# one evaporative cooling pump with water alarm, when no water flow or water flow is small, it will send out alarm signal.
5.2 3 units evaporative air cooler, real-time display fan running state, add motor integrated protector, fan fault alarm.
5.3 2#-5# evaporative condenser control requirement is the same as No.1.
6. 6 compressor, piston machine
6.1 Piston machine with the water break relay, realizes when the water flow is small or no water it will send the alarm.
6.2 The compressor operation signal is collected, when the compressor is running, the superior computer displays the voltage, current in real time.
7. An alarm lamp is added to the refrigeration room. When the system is abnormal, the alarm lamp in the refrigeration workshop will alarm at the same time.
8. Workshop distress system: 16 storerooms, each storehouse door installed alarm light board, communicating with plc via RS485.
9. 8 channels temperature measurement system of the cold storage;, shows the storehouse temperature, the historical record can be exported as well.
10. 8 channels refrigeration room gas detection system:, the superior computer show the statue of the fan pump.
10.1 Install 8 ammonia toxic alarm probes, the signal is used to control the exhaust fan and water pump.
10.2 Fan control box (8-way exhaust fan and 2
water pumps), with a branch control box in the duty room.
11. Automatic system configuration
11.1 The PLC control system is from Wecon. The superior computer uses the Yanhua industrial control computer and is equipped with a 27 inch display
11.2 All electrical components are from Schneider.
11.3 The running screen of the system is displayed on the superior computer in real time, the information is collected continuously, and the abnormal alarm data and historical information can be stored for more than one year.
11.4 Alarm data and abnormal information are exported in the form of tables, which is convenient for users to inquire.
11.5 Connected to the Internet of things box, cabinets added a remote cloud system, can be connected to the mobile phone, computer web page, user can query related alarm data, running time, real-time liquid level display, and equipment running state.
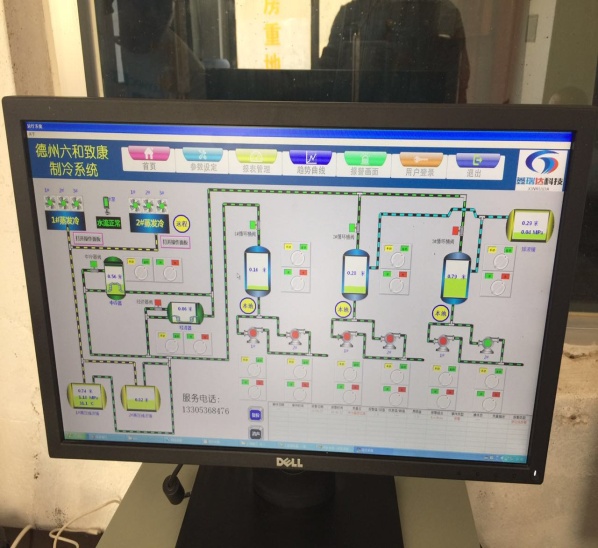
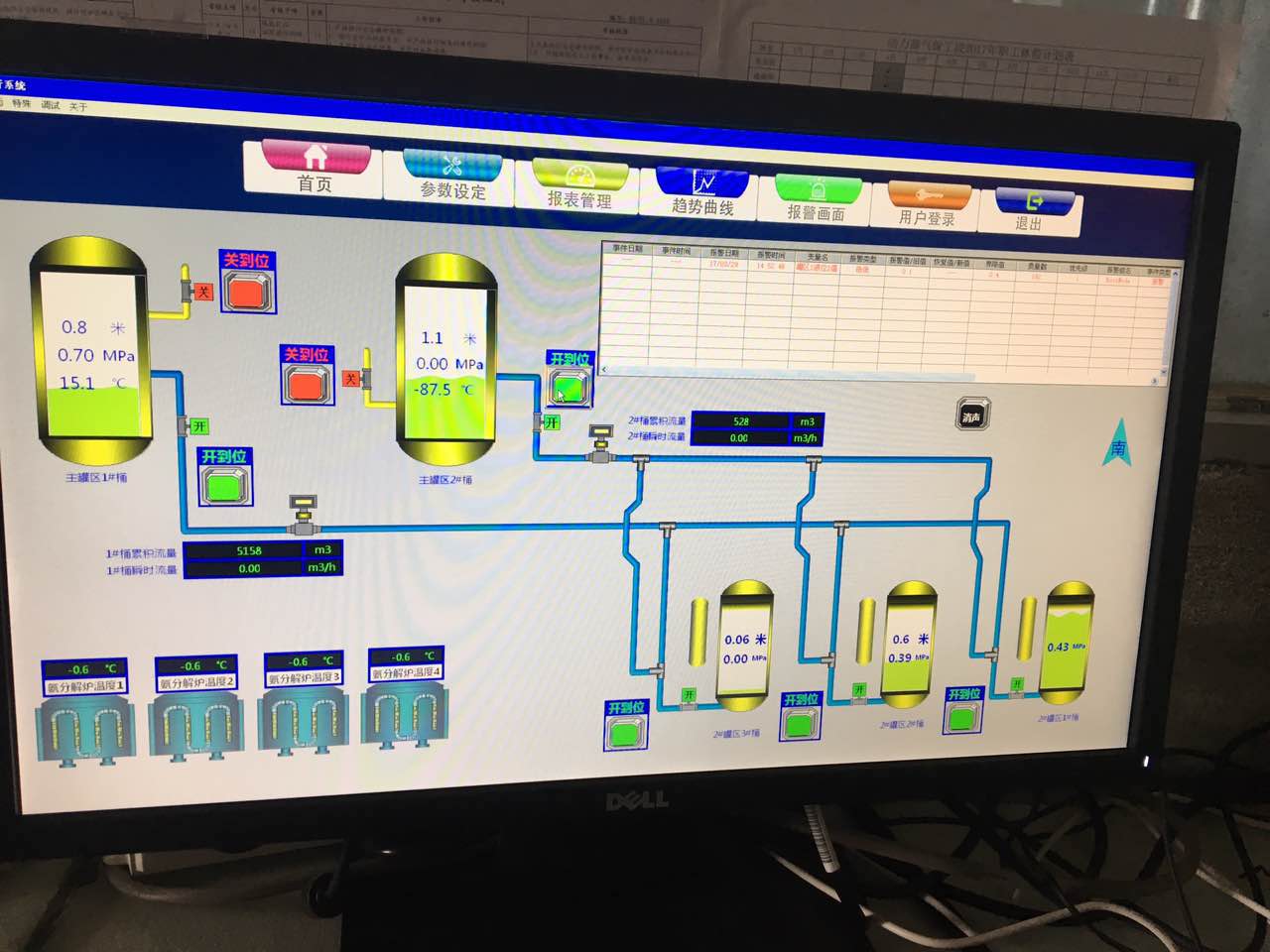
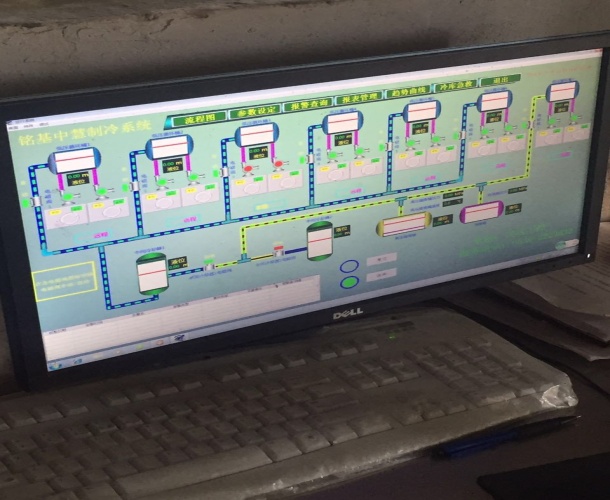
12. superior computer screen: attached the picture of the running project
12.1 superior computer screen: attached the
picture of the running project




Advantages
1. Support mainstream PLC, and support a variety of Internet access;
2.PC, mobile APP, web page can achieve data monitoring and equipment management functions;
3.Support multi-user solutions, can achieve equipment manage person, and on-site service person, terminal customers and other people access to different devices;
4.The data can be transferred to the cloud server, and the data can be stored locally, which has the characteristics of remote query and transmission resume to ensure the data integrity of the system.